
Demand for technology and innovation within the food and beverage industry is causing a shift among manufacturers, with growing focus on digital investments and long-term sustainability. Vertiv provides comprehensive, reliable, and effective solutions that support the food and beverage manufacturing process. With proven industry expertise backed by global service support, our solutions are aimed at protecting high-value assets in your facility, ensuring production continuity to help you meet service-level agreements and deliver the best quality products to your customers.
READ BROCHURE
Digital Trends Shaping the Food & Beverage Industry
What does the future look like for the F&B industry? Below are some key technology trends that will impact the industry in meaningful and innovative ways:
Automation and
digitization
- Automation and digitization of manufacturing processes to speed up production and increase efficiency.
- Service robots will be used for faster delivery and more refined and efficient service.
- Digital tools will also be used in the manufacturing floor to boost production.

Simplifying a complex supply chain management
- F&B manufacturers utilize a complex and global supply chain system.
- Technology will be used to simplify the system and allow more visibility on delivery timelines to ensure the freshness of supplies.

Sustainability at the forefront
- From plastic-free regulations to health-conscious food choices, F&B manufacturers must innovate to address new regulations that are emerging as a result of a more ecoconscious world.

Increased reliance on the cloud
- With automation and the use of intelligent robots and machines to speed up production, there will be an increased reliance on cloud computing to support the data that’s being produced.
- Having a good IT backbone will be crucial in supporting the move towards a more digital manufacturing environment.
Infrastructure Challenges
- Growing customer demands and expectations are putting pressure on manufacturers to make sure they meet or even exceed production schedules.
- Protection of manufacturing equipment is critical, as downtime means lost productivity, penalties, damaged reputation and lost revenues.
- There are many causes of downtime, but many equipment-related failures can be preventable.
- Therefore, it is important to maintain reliability through regular facility testing and by utilizing solutions that protect against common causes of breakdowns such as power surges and electrical spikes.

- With increased reliance on automation and artificial intelligence, manufacturers must be able to come up with ways to seamlessly integrate technology into everyday manufacturing operations.
- AI and robotics are increasingly being used on the manufacturing floor to speed up manufacturing processes.
- Manufacturing equipment should be optimized and designed to accommodate technology integration through the use of predictive tools as well as power availability.

- Digitization and automation are increasingly being adopted by manufacturers to improve efficiency and overall operations.
- Manufacturers must be able to come up with ways to seamlessly integrate technology into everyday manufacturing operations.
- Equipment should be optimized and designed to accommodate technology integration through the use of predictive tools as well as power availability.
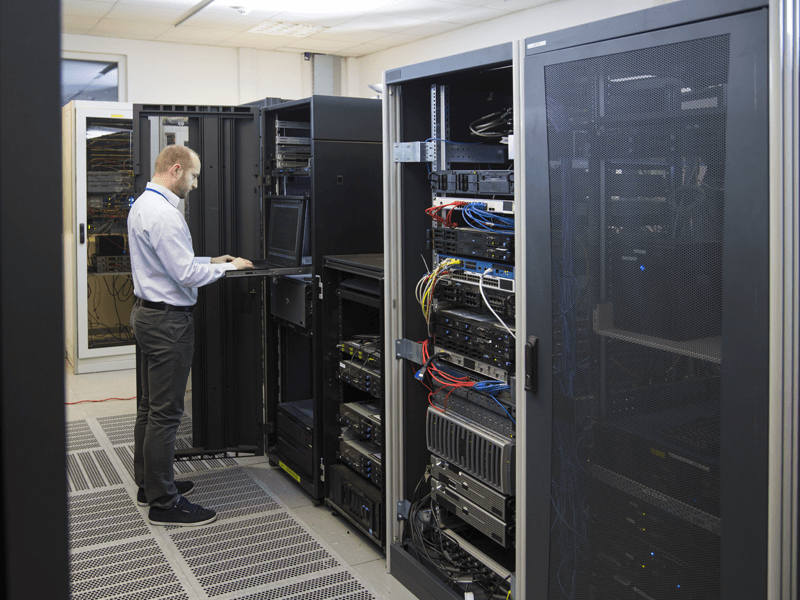
- IT infrastructure becomes all the more critical in the age of automation and IoT, and IT managers must have the right infrastructure in place not only to support the uptick in compute requirements, but also to manage the entire manufacturing facility better and smarter.
- The use of Artificial Intelligence (AI), Machine Learning (ML) & Robotics in manufacturing means an uptick in computing power and demand. Necessary solutions that are rugged and efficient are critical to support corporate demands in a manufacturing environment.
- As they strive to create a leaner, more efficient supply chain systems, manufacturers need to be aware of key supply and demand information in real time, right up to the shop floor – to be able to adjust production SKUs and schedules.
- A facility or IT manager will need to be able to see a problem before it becomes a problem – and be able to do something about it.
- Predictive monitoring tools can aid in having a smarter supply chain network. These tools must be able to predict, diagnose and provide action on all areas of the manufacturing network (from the environment, equipment or IT network) to ensure process continuity at all times.

Vertiv Protects Critical Processes in the Beverage Space
Vertiv Solutions

Liebert ITA2
Compact, Efficient, & Robust UPS for Critical Applications
Liebert Hipulse-U
Utmost Reliable Power Solution for Critical Business Applications

SmartCabinet™
Intelligent, Integrated Containment for IT Infrastructure
Liebert® DM
High Performance Cooling for Small Technological Rooms