






Vertiv products & support
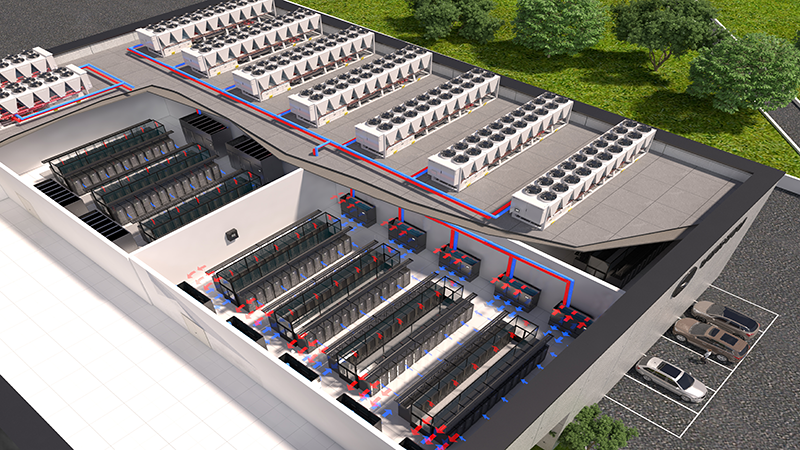
Vertiv offers critical infrastructure technologies
and rapidly-deployable customized solutions to meet
specific business requirements and needs.





Solutions
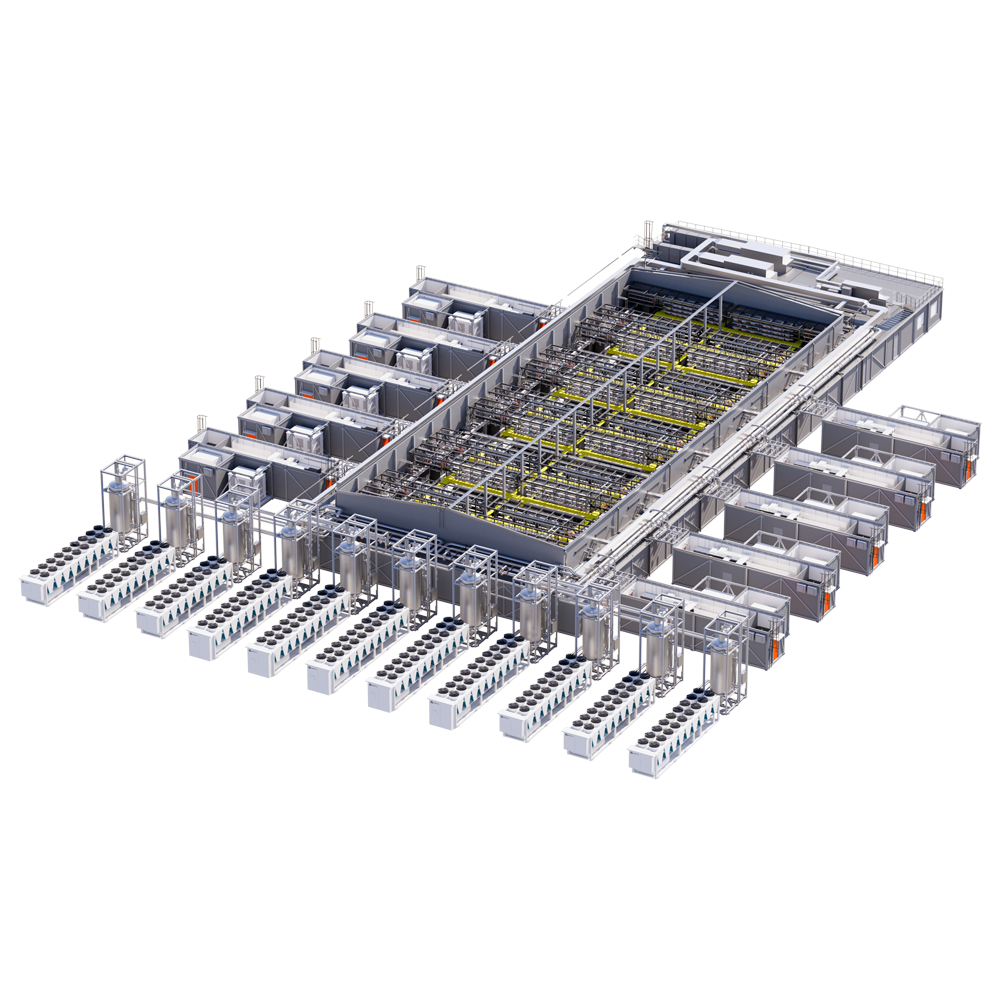
Vertiv AI Hub
Accelerate your AI deployments with Vertiv’s deep expertise and broad offering in AI-ready infrastructure solutions.
Article
The technology trends shaping the future of the data center
Vertiv Frontiers provides a lens on the future – an exploration of the technologies and trends reshaping digital infrastructure.
Educational article
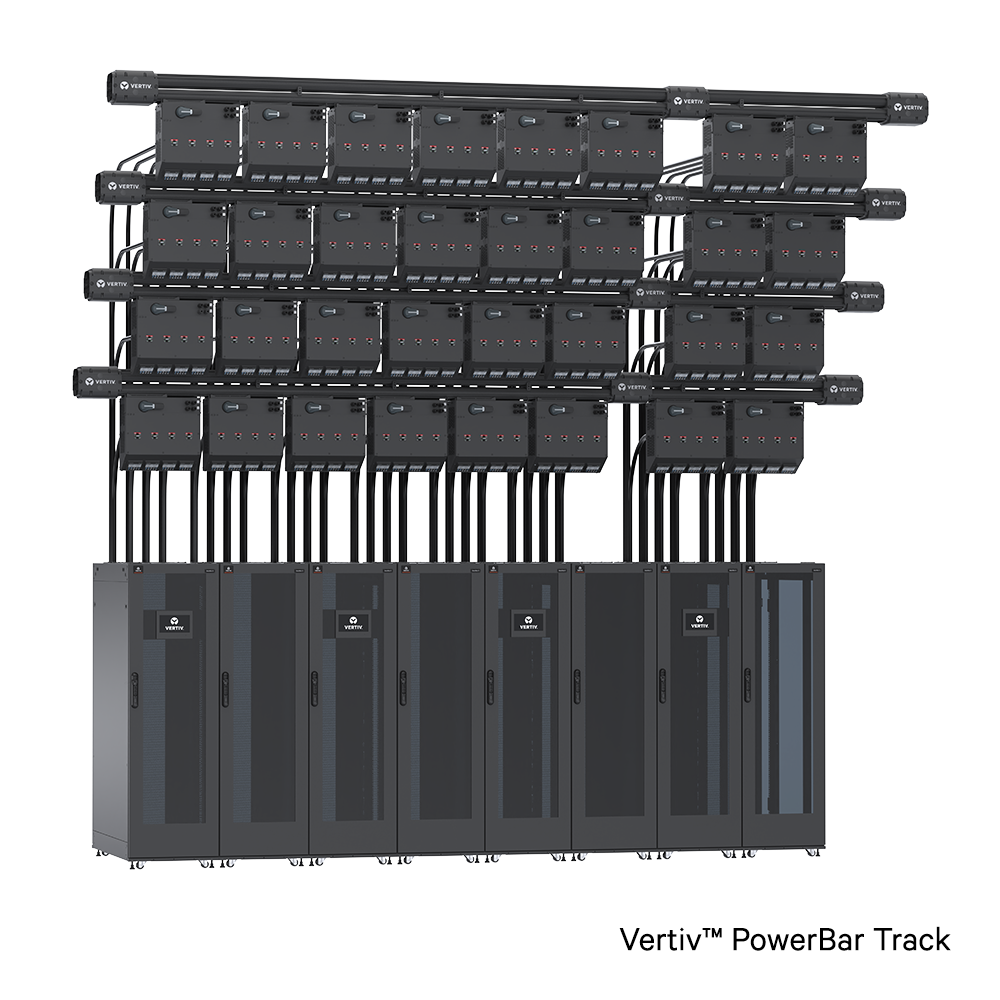
Unit of Compute: The macro force that scales infrastructure like software
The Unit of Compute macro force drives the use of standardized, validated building blocks, making AI infrastructure buildouts more efficient and predictable.